Rollformers have progressed with new technologies
It is amazing to think what has happened in the past 15 to 20 years in the production of metal trim parts in the metal building industry.
The introduction of the power-driven metal folding machine with its folding beam movement and back gauge sheet support system was the beginning. Before this machine we were folding metal trim on a hand brake or press brake and both required two operators. Now with this new machine a single operator can fold accurate metal parts. Long parts with up and down flanges required first marking parts then flipping and spinning. This required the need for two operators. The up-acting folder did not eliminate the flipping, but with the back gauge and sheet support system the task was made easy enough for one person to handle.
With the elimination of one operator, management could easily justify the purchase of a folder and the process of producing metal parts for the architectural, roofing and metal building industry was changed forever. The next obstacle in the scheme of things was longer parts with fewer joints to contend with in the field. This new problem was handled by the machine builders as requested. They built a longer machine and these machines were very successful. Even though they did create more work in the shop due to handling problems of the longer parts, they paid for themselves in the field by decreasing joints and faster installations. There needed to be a better way to produce longer parts and justify the process.
Longer parts
Then in 1998 at the METALCON show in Chicago, a machine was introduced that would fold 21-foot-long, 16-gauge mild steel parts. The machine’s design replaced the traditional folding beam with two unique folding beams and could fold up and down flanges with ease. No flipping and no spinning; just long accurate parts were loaded by an operator and then folded automatically up and down until the part was complete.
 |
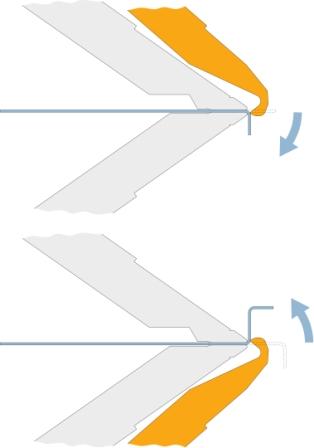
The folding sequence: the operator steps on a foot pedal to start the process, the table retracts back into the machine and the part is squared into the correct position and clamped automatically. The folding starts and the part is folded per the program up and down until it is complete. The operator then steps on the pedal again and the part is released from the clamps and removed. No rotation, no complicated handling, no second or sometimes third operator. Long complex parts produced in record time.
This 21-foot machine is obviously for the bigger players, but it has been so successful that there is now a smaller, more economical version available. The smaller model is 124 inches long and will also fold 16-gauge mild steel. It can also taper parts automatically. When writing the program, simply tell part “A” how far it should insert into part “B” and the taper sequence is completed automatically.
Both of these models are complete with a PC control that is the heart of the machine. The programming is so simple and intuitive that training is almost obsolete. Parts are programmed in just a few minutes and knowledge of how a part shape is designed or folded is no longer required.
The operator draws the part on the monitor with a simple touch of his finger and the software automatically programs the part and shows several folding sequences to choose from. The operator selects a folding sequence and the software simulates it in a 2-D or 3-D view. Now all that is required is for the operator to load the part and press the start button; the machine folds the programmed shape.
Software opens access
The software available for these machines is nothing short of amazing. With this control and software, the manufacturer can provide access through his Internet service to his customers. The customer can create their requested shapes 24/7 via the Internet and are not limited to standard profile catalog offerings. Once the customer draws his requested shape, the software instantly proofs this shape.
After designing the correct shape and selecting the material type and color, the customer places the information into his shopping cart. By pressing a single key, the program calculates the cost and automatically provides the customer with an offer. The customer can instantly order the designed parts. There is simply no faster or easier way to order metal part profiles.
This same technology can also work for the manufacturer. Send your guy to the field with a tablet and the ability to get online and he could draw parts from the field and send them directly to the machine in the fabrication shop.
Rick Wester is vice president at RAS Systems, Peachtree City, Ga. For further information about the above machines, please call RAS Systems at (770) 487-7300 or visit www.rassystems.com.




