While the majority of your projects may require basic straight metal wall and roof panels, some will require panels to be curved. Whether the project calls for curved roof or wall panels, there's a lot to know about curving metal panels. Metal Construction News talked to some industry experts to learn more about what is required when a project calls for curved metal panels.
8 things to know about curved metal panels

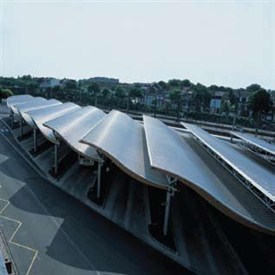
1. Types of Curved Panels
Curved panels can come in a variety of shapes. Barrel-vaulted, or convex curves, are the most common version where the roof design consists of an outward consistent curvature that creates a convex shape. A reverse curved roof, with the curve turned inward, is known as a concave curve.
Some manufacturers also offer a complex curvature, known as an S-shaped curve, which combines a concave and convex curve. In addition to single- and S-shaped curves, Curveline Inc., a metal panel curving service based in Adelanto, Calif., also forms double- and triple-radius curves.
Michigan City, Ind.-based Kalzip Inc. offers elliptically and hyperbolically curved panels, in addition to convex and concave panels. Called XT Profiles, the freeform elliptical and hyperbolic curves are applied to Kalzip’s standing seam sheets for use with complex curved roofs, allowing architects’ unrestricted design and flair when it comes to curved surfaces, as Paul Stringer, technical support engineer at Kalzip’s U.K. location, explains.

2. Curving Methods
There are a variety of methods through which a panel can be curved. Stringer describes the basic curve as a natural curve that the panel will naturally curve to, without being forced or excessively strained, which would create visual deformations and possible creases. This can also be known as the “lay-down” or “walk-down” method, as George Jones, director of field services at IMETCO, Norcross, Ga., calls it. “For large radii, the panel’s weight will cause it to naturally drop down or conform to the substrate surfaces within reason,” Jones says. “For smaller, tighter radii, the same approach is utilized, but the installer will be forcing the panels down and holding them in place with the panel clips.”
A mechanically curved panel creates a curve that is tighter than what its natural curve will permit. Panels start as a straight profile and are curved by a machine that physically alters the panel by a set of forming and curving rollers. Jones explains that the rollers stretch or compress the straight panel into a curved shape. “These curving rollers can be mounted to a standard panel roll former, or can be a separate operation,” he notes. “Both of these methods provide a consistently curved panel that will follow a consistent curved substrate.”
A third method is called crimp curving. “Crimp curving is typically used where there is a continuation of the roof down the building façade and a soft visual edge is preferred to a sharp edge,” Stringer says. “The crimping is as the word implies, has an undulating surface that is introduced by pressing the sheet with indentations to achieve the required radius. The crimping process allows for reasonably tight curves to be achieved, though at the expense of a localized corrugated surface to the radiused area.” Crimp curving is the process that Curveline uses to curve its panels, and according to Dennis Klocek, AIA, CSI, product manager at Curveline, this process actually increases the structural integrity of the panel.

3. Material Selection
While just about any material-stainless steel, galvanized or Galvalume steel, copper, zinc or aluminum-can all be used for curved metal panels, some materials are easier to bend than others. “Aluminum tends to allow for a tighter curve with many panel systems,” says James Bush, vice president of sales, ATAS International Inc., Allentown, Pa. “It may also allow for flexibility for field adjustment, as often a true curve is hard to build with various substrates to which the panels are applied.”
“For curving metal panels, the softer more ductile materials are often preferred, but not required,” adds Jones. “For larger radius conditions, any material can be utilized, but for tighter conditions, copper, zinc and aluminum are preferred. The most cost-effective approach is to use steel for larger curvature while using aluminum for the tighter applications.”
4. Panel Thickness
When it comes to how thick of a panel to use for a curved application, thinner materials are easier to curve because there is simply less material that is needed to conform to the desired shape, explains Kurt Schievelbein, technical manager of rollforming operations at Berridge Manufacturing Co., San Antonio.
Bush explains that for aluminum, the common substrates are 0.032 and 0.040, and for steel, 24- and 22-gauge panels. These are the same for architectural straight panels, as well, Bush notes. For a tighter curvature, Jones recommends 24-gauge steel, which Berridge also prefers to work with.
Jones also notes that 0.040-aluminum, which has more mass, might allow some manufacturers to mechanically curve the panel to a tighter radius. “With more mass, the 0.040-aluminum can better withstand the stretching or compression that occurs when mechanically forming the panels,” he says.
5. Panel Length
The length of a panel that can be curved may vary by manufacturer and where the panels are being curved. There will be more limitations for panels curved in a factory versus those curved on the job site. Also, shipping coils to a job site for curving will allow for longer panels than if panels are shipped pre-formed.
While Curveline can curve a panel up to 34 1/2 feet long in a factory, Michael Gorski, machine department manager at Englert Inc., Perth Amboy, N.J., says that they’ve seen panels curved up to 100 feet on the ground at a job site. But, if the panels are curved on the roof, the available space will determine the panel length.
“The longer the panel, the more easily the radius can be compromised if the panel is not allowed to conform to its natural shape as it exits the rollformer,” Schievelbein says. This means that when 3 feet of the panel have exited the machine, it will take much more force to bend or flex the panel than if 30 feet had exited the machine. “The panel acts as a lever arm, allowing longer panels to be more easily bent than shorter panels,” he adds.

6. Radius of Curved Panels
The minimum radius of the different types of panels needs to be kept in mind when designing curved applications. Schievelbein explains that some of Berridge’s panels can be curved to a minimum radius of 20 feet, while others can be curved to a minimum of 4 or 8 feet.
If a panel does not fit the desired radius very well, forcing it to conform risks buckling and/or waves in the vertical legs or panel pan. “It can also place a lot of stress on the fasteners and clips being used with the system, making the system more likely to come apart and fail over time,” he adds.
Additionally, Schievelbein says mechanically seamed panels are typically able to handle higher uplift loads and wind speeds than other panel systems. They can also be more difficult to curve to smaller radii. “When designing for coastal or other high wind speed areas, it’s best to determine the wind uplift requirements for that area to determine what type of panel is needed,” he explains. “Then determine the minimum radius the panel can handle and proceed with the design accordingly.”

7. Factory-Forming vs. On-site Forming Panels
While panels can be formed either in a factory or on the construction site, not all companies provide on-site curving options. Some, such as Curveline, only factory-form their curved metal panels.
Panel length is one of the biggest concerns for factory-formed panels since panels needs to fit onto a standard tractor-trailer for shipment. “In the event the curvature is beyond what can be transported, field curving of the panels would be required,” Bush notes.
When forming curved panels in a factory, it is important to have enough space for the panel as it exits the machine. “Longer panels formed to a smaller radius will require more space to the side of the machine when existing than shorter panels formed to the same radius, or panels of a similar length formed to a larger radius,” Schievelbein says. Since it can be deceiving trying to guess where a panel will go as it exits the rollformer, he recommends allowing more space than expected.
Getting the correct radius can also be an issue with curving panels in a factory. “Contractors must provide accurate radius dimensions,” Jones says. “No last-minute field adjustments are possible.”
8. Panel Appearance
“As the appearance of metal panels often reflects the true flatness of the metal deck, one must be aware that the curved substrate should be smooth and consistent,” Bush advises. “Care must be taken to ensure the as-built dimensions coincide with the actual construction drawings so that the fabricated panels fit the construction.”
Jones notes that often times, the lay-down or walk-down method of curving will create an unsightly visual effect ranging from an oil-canned appearance to very visible crimps/creases at the fastener or clip locations. “Tighter substrates require a greater degree of force, which will result in an even more obvious unsightly panel appearance,” he adds.

Curving Metal Panels On-Site
When curving metal panels on the job site, there are many things to keep in consideration.
While there are no restrictions on panel lengths or the degree of radius, George Jones, director of field services at IMETCO, Norcross, Ga., notes that field-forming panels risks leaving them exposed to weather and job-site conditions. It is important that the panels and/or coil are protected from weather conditions, such as cold temperatures, rain, snow and wind. Wind-blown debris can also interfere with equipment and personnel, delaying field operations.
It is also important to make sure that there is adequate curving and staging space at the job site. In some cases, the site must be prepared and graded level to receive the equipment, Jones adds. Any delays can result in increased costs for the project.
Running shorter test panels to check the roof’s actual radius is one of the most important things a contractor can do, says Michael Gorski, machine department manager at Englert Inc., Perth Amboy, N.J. “If the radius is too much, or too little, this will cause oil-canning of the panels when they are put down on the roof.”
Kurt Schievelbein, technical manager of rollforming operations at San Antonio-based Berridge Manufacturing Co., agrees, saying that structures are not always built exactly to the design drawings, and if the panels are curved to an incorrect radius, that may not be usable.
“With on-site curving, live measurements and dimensions can be taken, rather than the design drawing dimensions to provide accurately produced curves,” explains Paul Stringer, technical support engineer at Kalzip’s U.K. location.
Gorski says contractors need a special seamer to seam the panels together, and as the panels get longer, the more manpower is required to handle them. “As panels are curved in the vertical position, [contractors] should also have enough stands for the panels to run out on,” he says. “This makes the panels more consistent from one to the next.”
One of the biggest mistakes Gorski sees is that contractors don’t seam the panels together as they go along. “They put down a bunch of panels and then come back and seam them,” he says. “This is bad practice even on flat roofs.”
Jones notes that it is important to have adequate personnel to handle the panels, as they are more susceptible to buckling and kinking during handling than straight panels. This is especially true during installation. “Material handling will require more care and attention to the listing operation,” he says. “These panels must be intermediately supported and stabilized during the rigging and lifting operation. The curved panel shape is inherently unstable and will tend to buckle, fold and distort to the point of product damage without adequate support.”
“The curved substrate is difficult to use the standard string line method to check the substrates for a suitable installation,” Jones adds. “Special care must be taken to look for high and low spots in the substrate deck. Using adequate shim heights at the panel clips will level the panel height and allow for proper material thermal movement. If the panels are not allowed to expand and contract freely, this thermal movement can result in oil canning.”
Some manufacturers will send trained personnel to the job sites with the curving machines, while others, like Englert, offer a training program for first-time users.


